With the deepening of global environmental awareness, the wastewater treatment industry has entered a new stage of high-quality development, accompanied by iterative upgrading of various wastewater treatment technologies. Among them, MBR (Membrane Bioreactor) technology has become a core focus in the environmental protection sector thanks to its high pollutant removal capacity and stable effluent quality. Based on the latest innovative achievements of MBR membrane technology in 2026, this article combines real engineering cases and authoritative data to conduct an in-depth analysis of its technical breakthroughs and practical application advantages. It also addresses common industrial challenges to deliver practical references for environmental practitioners and project owners, facilitating high-quality industrial development.
I. Core Analysis of MBR Technology: Breaking Conventions to Restructure a New Wastewater Treatment Model
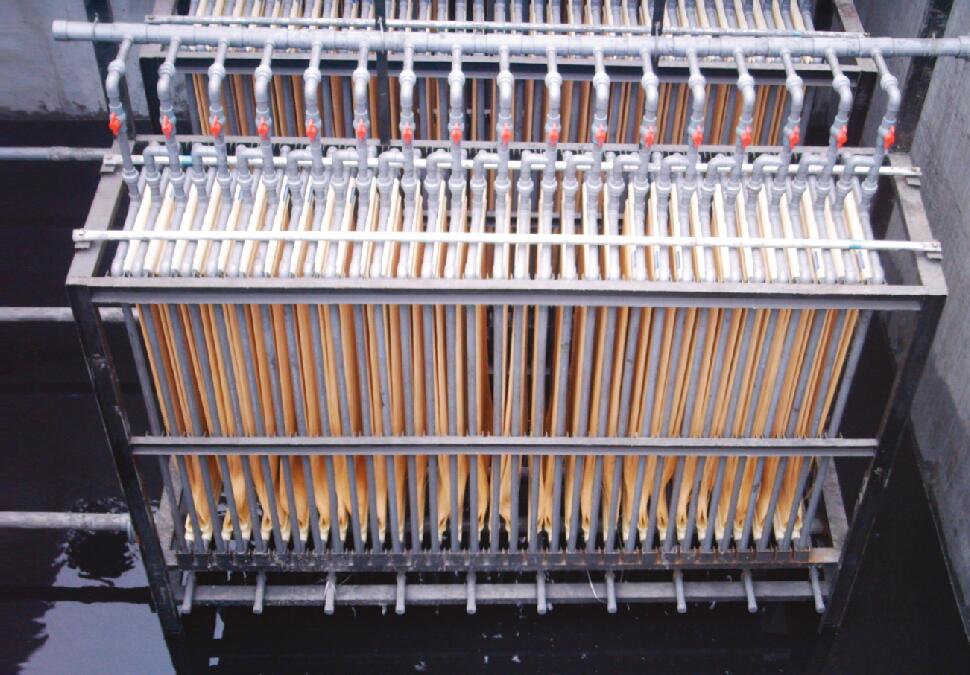
MBR (Membrane Bioreactor) technology is an innovative wastewater treatment process that deeply integrates conventional activated sludge methods with modern membrane separation technology. Its core advantage lies in replacing traditional sedimentation units with high-precision filtration by membrane modules, which efficiently intercept suspended solids, organic matter, pathogenic microorganisms and various contaminants in wastewater to achieve advanced water purification.
Compared with conventional wastewater treatment technologies, MBR eliminates complicated sedimentation and filtration procedures while delivering higher treatment efficiency and more stable effluent quality. In recent years, it has been widely applied to industrial wastewater treatment, municipal sewage treatment, rural domestic sewage treatment and other scenarios, emerging as the preferred solution for meeting discharge standards across diverse projects. It also aligns with the current industry trend of energy conservation and effluent quality improvement in wastewater treatment.
Practical Operation Tips
Select membrane materials accurately: Membrane material performance directly determines the treatment efficiency and service life of the MBR system. PVDF, PES and other membrane materials differ greatly in fouling resistance, water flux and corrosion resistance. Matching membrane materials must be selected according to actual water quality conditions and discharge standard requirements of the project to avoid operational failures caused by blind selection.
Optimize operational parameters scientifically: During operation, rationally regulate core parameters including membrane flux and aeration intensity to balance treatment efficiency and membrane wear. This can not only boost wastewater treatment performance, but also effectively extend the service life of membrane modules and cut later operation and maintenance costs, serving as a key measure to mitigate membrane fouling.
II. Innovative Breakthroughs of MBR Membrane Technology in 2026: Low Energy Consumption, High Efficiency and Intelligent Upgrading
In 2026, MBR membrane technology has witnessed all-round innovation focusing on four core directions: low energy consumption, high flux, intelligence and easy maintenance. Combined with cutting-edge technologies such as nanotechnology and digital twin technology, it overcomes limitations of traditional MBR and further improves economic efficiency and practicality. The technical breakthroughs made by Haipuou Environmental Protection Group stand out remarkably, consistent with the industrial philosophy of coordinated energy saving, carbon reduction and water quality upgrading.
1. High-efficiency & Low-energy Membrane Materials: A New Path for Energy Conservation
Leveraging independent R&D strength, Haipuou Environmental Protection Group launched brand-new high-flux and low-energy MBR membrane materials in 2026, breaking performance bottlenecks of traditional membrane materials. Modified with advanced nanotechnology, the membrane surface receives special treatment to greatly enhance membrane flux and fouling resistance while slashing energy consumption significantly. Experimental data shows that the flux of this new membrane material rises by 30% compared with traditional products, and operational energy consumption drops directly by 20%. It perfectly solves the pain point of high energy consumption in conventional MBR technology and highly matches the energy-saving concept of low-energy vibrating MBR technology.
2. Intelligent Operation & Maintenance System: Full-process Controllability
To address the drawbacks of traditional MBR systems including complicated maintenance, high labor costs and delayed fault troubleshooting, Haipuou Environmental Protection Group independently developed an intelligent MBR O&M system based on digital twin technology. It establishes a virtual digital model of the MBR system integrating real-time monitoring, data analysis and intelligent regulation. The system captures real-time data of membrane module operation, water quality fluctuations and energy consumption, automatically adjusts operational parameters and sends early warnings for potential faults. It eliminates the need for 24-hour on-site manual duty, greatly cuts labor maintenance costs and improves system operational stability, fully conforming to the industrial trend of intelligent MBR operation and maintenance.
Practical Operation Tips
Conduct routine maintenance for membrane modules: Perform regular physical and chemical cleaning on membrane modules to remove accumulated contaminants on membrane surfaces, prevent aggravated membrane fouling, extend membrane service life and guarantee low-energy operation.
Build a comprehensive O&M system: Adopt intelligent O&M systems and establish a full-cycle management model of "real-time monitoring - intelligent regulation - regular maintenance" tailored to project scale, so as to improve MBR operational efficiency, reduce unplanned downtime and further cut maintenance costs.
III. Practical MBR Technology Cases in 2026: Data-backed Proof of Innovative Strength
The value of technological innovation is ultimately reflected in practical applications. Combined with the latest projects launched in 2026, the following section elaborates application advantages of MBR technology (including Haipuou’s innovative solutions) across diverse scenarios, delivers referable practical experience for the industry and verifies its feasibility for large-scale deployment.
1. Industrial Park Wastewater Treatment Project: Stable Discharge Compliance & Land Saving
A large industrial park adopted Haipuou’s innovative 2026 MBR technology and new-type membrane materials to address industrial wastewater treatment challenges with a customized wastewater treatment solution. The project handles 5,000 tons of industrial wastewater daily from chemical, mechanical processing and other sectors featuring complex water quality and fluctuating high pollutant concentrations. After advanced treatment by the MBR system, effluent steadily meets China Grade 1-A discharge standard with pollutant removal rates fully complying with environmental requirements. Compared with conventional activated sludge processes, this MBR solution delivers superior treatment performance while cutting land occupation by 30%, significantly saving valuable land resources within the park. Its energy consumption is also 20% lower than traditional MBR systems, meeting the park’s energy conservation targets.
2. Urban Wastewater Treatment Plant Upgrade & Renovation Project: Quality & Efficiency Improvement with Reduced Costs
A municipal wastewater treatment plant launched upgrading and reconstruction in 2026 due to insufficient original treatment capacity and effluent failing to meet the latest environmental standards, fully introducing Haipuou’s innovative MBR technology, new low-energy membrane materials and intelligent O&M system. After reconstruction, the plant’s daily treatment capacity rose from 10,000 tons to 15,000 tons, with effluent stably reaching Class IV surface water standard that can be directly reused for urban ecological water replenishment to improve urban aquatic ecology. In addition, thanks to the adoption of low-energy membrane materials and intelligent O&M system, the annual operating cost of the whole wastewater treatment system decreased by 15%, saving substantial expenses on electricity, chemicals and labor each year and achieving three major goals: water quality upgrading, efficiency improvement and energy conservation.
Practical Operation Tips
Match solutions to actual project demands: When selecting MBR technology and treatment schemes, comprehensively evaluate project processing scale, water quality complexity, discharge standards and investment budget, and customize solutions based on scenario characteristics to avoid one-size-fits-all design. For instance, low-energy vibrating MBR technology shall be optimized to meet nitrogen and phosphorus removal demands of municipal sewage.
Strengthen industry-university-research collaborative innovation: Project owners may carry out in-depth cooperation with research institutions and qualified manufacturers such as Haipuou to continuously promote R&D and optimization of MBR technology, expand technical application scope and improve its adaptability and economic efficiency by incorporating the latest industrial achievements.
IV. Challenges and Future Outlook of MBR Technology
Despite remarkable innovations and outstanding practical performance of MBR membrane technology in 2026, several common industrial challenges remain. First, membrane fouling has not been completely resolved; membrane modules are prone to contamination and clogging during long-term operation, undermining treatment efficiency. Second, operational costs stay relatively high in certain scenarios, especially small-scale projects where upfront equipment investment and later membrane replacement expenses impose heavy pressure on project owners, which echoes the R&D direction of low-energy MBR technology across the industry.
Looking ahead, these challenges will be gradually addressed with continuous iteration of nanotechnology, digital twin technology and new membrane materials as well as deepened industry-university-research collaboration. MBR technology will evolve toward greater energy efficiency, intelligence, cost-effectiveness and environmental friendliness. It will not only optimize membrane material performance and cut operational costs, but also expand into wastewater resource recovery to form a closed-loop system of "treatment - regeneration - reuse". For example, low-energy vibrating MBR technology facilitates integrated full-process wastewater recycling, delivering stronger support for global environmental protection and sustainable development.
Personal Viewpoint
Against the backdrop of tightening environmental policies and rising wastewater treatment standards, MBR technology, as an efficient, reliable and stable wastewater treatment solution, has become a core development direction of the environmental industry with huge market potential in the future. Supported by core advantages in membrane material R&D, intelligent system construction and engineering implementation, Haipuou Environmental Protection Group keeps advancing MBR technological innovation and resolving industrial pain points. Its newly launched low-energy membrane materials and intelligent O&M systems not only comply with industrial development trends, but also deliver practical and high-efficiency wastewater treatment solutions for diverse scenarios. The Group will continue to lead MBR technological progress and inject robust momentum into sustainable development goals.
In summary, innovations of MBR membrane technology in 2026 completely break limitations of conventional wastewater treatment technologies, further improving treatment efficiency and economic performance and offering brand-new approaches for wastewater governance across all industries. More enterprises and research institutions are expected to engage in MBR R&D and application, jointly drive industrial upgrading through technological innovation, support the achievement of carbon peaking and carbon neutrality goals and safeguard sustainable ecological development.









 EN
EN RU
RU ES
ES DE
DE EL
EL IT
IT JA
JA KO
KO PT
PT ID
ID SR
SR UK
UK VI
VI TH
TH TR
TR MS
MS BE
BE AR
AR