A detailed explanation of the new development trends in MBR membrane wastewater treatment in 2026, selecting reliable MBR membrane equipment manufacturers, analyzing advanced MBR membrane processes, and equipping them with intelligent MBR smart wastewater treatment systems to achieve energy saving, low-carbon, and resource utilization.
With continuously tightening environmental control standards and accelerated iteration of water treatment technologies, MBR (Membrane Bioreactor) has gained growing market share in the wastewater treatment industry by virtue of its core advantages including excellent effluent quality and compact footprint. The water treatment sector will usher in an upsurge of MBR technological innovation in 2026. Combining authoritative industrial market data and real implemented engineering cases, this article analyzes four core development trends of MBR membrane wastewater treatment, and attaches practical purchasing guidelines for on-site implementation to help general engineering contractors and manufacturing enterprises avoid common pitfalls in equipment procurement, process design and daily operation & maintenance.
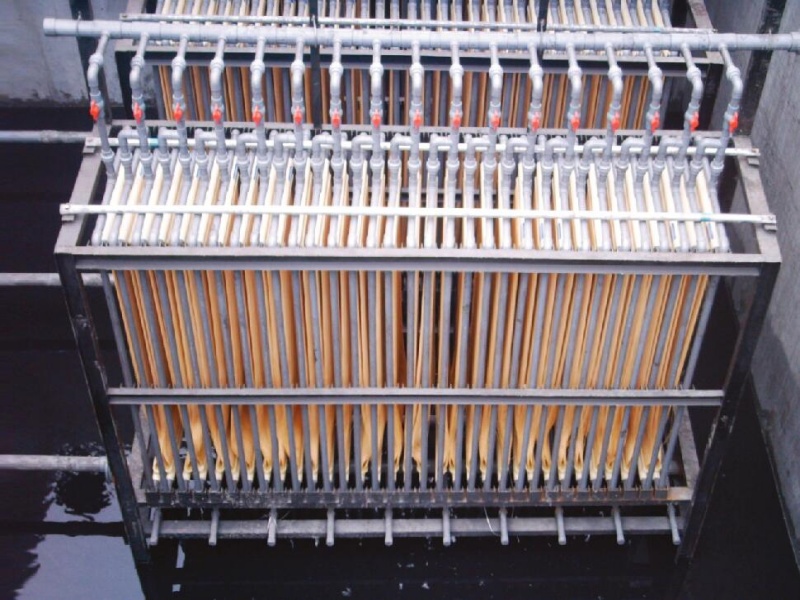
I. Current Market Application Status of MBR Membrane Process
1.1 Maturity of Process Application
After years of engineering practice and optimization, the MBR membrane water treatment process has been widely applied in municipal and industrial wastewater treatment scenarios worldwide. According to statistics released by professional industrial research institutions, the global market size of complete MBR water treatment equipment reached approximately USD 1.4 billion in 2021. Industry forecasts predict that the overall market size will grow to USD 2 billion by 2026, with a steady compound annual growth rate of around 7%, showing sustained and steady growth of market demand in the long run.
Compared with traditional biochemical sedimentation processes, MBR membranes eliminate the need for large-area sedimentation tanks, achieve higher interception efficiency for various pollutants, and deliver stronger adaptability to fluctuating water quality and flow conditions, presenting outstanding comprehensive treatment advantages.
1.2 Main Applicable Treatment Scenarios
Municipal Domestic Sewage: This is the largest application field of MBR membranes. It can efficiently decompose pollutants such as COD, total nitrogen and total phosphorus in water. The effluent steadily meets Grade 1-A discharge standard, which can be directly discharged or recovered as reclaimed water for reuse;
Various Industrial Production Wastewater: It is compatible with high-organic-concentration wastewater from pharmaceutical, fine chemical, food processing and other industries, and features excellent shock resistance when treating wastewater with high turbidity and high pollutant concentration.
1.3 Implemented Project Cases
As a national high-tech environmental protection enterprise, Haipuou Environmental Protection covers the entire industrial chain including MBR membrane R&D, complete equipment manufacturing and engineering construction, accumulating abundant mature implemented engineering cases. The company has undertaken a large municipal sewage project in Weifang, where the complete MBR system boasts a daily treatment capacity of 100,000 tons with fully automatic closed-loop operation. All effluent indicators consistently meet Grade 1-A urban sewage discharge standard over the long term, with controllable comprehensive operation and maintenance costs.

II. Four New Development Trends of MBR Membrane Wastewater Treatment in 2026
2.1 Iteration of Low-Consumption & High-Efficiency Membrane Materials, Energy Conservation Becomes Core Rigid Demand
With global energy costs rising year by year, energy consumption control has become a key breakthrough for wastewater projects to cut operating costs. The R&D of new-generation MBR membrane materials focuses on two major directions: improving water permeability flux and enhancing anti-fouling performance. The optimized membrane elements resist sludge accumulation and channel clogging, which can significantly reduce aeration energy consumption and greatly slash long-term operating expenses.
Practical Purchasing TipsWhen purchasing membrane modules, focus on verifying the water permeability flux of membrane materials and the special anti-fouling coating process, and prioritize finished products with low aeration energy consumption;
Precisely match aeration volume and sludge reflux ratio during equipment commissioning to eliminate invalid energy loss and improve the overall treatment efficiency of the complete system.
2.2 Full Popularization of Smart IoT Operation & Maintenance, Remote Intelligent Control Becomes Industry Standard
Digital water utility transformation is being fully rolled out, and technologies including IoT data collection, big data analysis and AI intelligent diagnosis are gradually integrated into complete MBR membrane treatment systems. Various online sensors collect real-time data on water quality, membrane differential pressure and aeration operation, enabling remote prediction of membrane clogging and equipment faults, drastically reducing the frequency of on-site manual attendance and effectively cutting post-operation and maintenance costs.
Practical Purchasing TipsWhen selecting equipment, prioritize complete sets equipped with built-in intelligent control modules, such as Haipuou’s self-developed digital twin smart water service platform, which supports round-the-clock remote monitoring, automatic fault early warning and visual management of operating data; organize regular professional practical training for on-site operation and maintenance staff to guarantee long-term stable operation of the whole system.
2.3 Resource Recycling of Wastewater and Sludge, Turning Waste into Treasure to Boost Project Benefits
Simply meeting discharge standards can no longer satisfy enterprises’ core demand for cost reduction and efficiency improvement. The combined process of advanced wastewater purification and collaborative sludge resource treatment has become the mainstream of the market. Nutrients including nitrogen and phosphorus in the effluent after deep purification by MBR process can be recovered for farmland irrigation; supporting deep sludge drying equipment realizes sludge volume reduction, and the treated materials can be recycled to build a complete resource recycling system.
Practical Purchasing TipsSupporting sludge disposal equipment shall be considered simultaneously in the early project planning stage. Haipuou deep sludge drying equipment can be used in linkage with MBR systems to complete the whole-process treatment of sludge harmlessness, volume reduction and resource recovery. Stable resource recycling channels can be established by cooperating with surrounding planting bases and organic fertilizer processing enterprises to improve the comprehensive economic benefits of the project.
2.4 Comprehensive Upgrade of Low-Carbon Process Routes to Meet the Requirements of Dual-Carbon Environmental Development
Guided by the national Dual-Carbon development policy, carbon emission indicators of wastewater treatment projects have been incorporated into regular assessment. Lightweight treatment processes, low chemical consumption and low-carbon operation modes have become the key R&D focus of major manufacturers. The full-life-cycle carbon emission of projects can be comprehensively reduced by simplifying structural procedures, cutting flocculant dosage and optimizing aeration energy consumption.
Practical Purchasing TipsFocus on examining the carbon emission control level of the complete process during equipment selection. Haipuou AIOT digital water service platform can intelligently adjust equipment operating conditions to reduce the consumption of chemicals and electric power; simplify pipelines and reduce the footprint of structures in construction design to further cut the comprehensive carbon emission of the project.
III. Industry Summary & Selection Outlook
MBR membrane water treatment technology boasts broad development prospects in the future. The industry will continue iterative upgrading around four major directions: energy saving & consumption reduction, intelligent operation & maintenance, resource recycling and low-carbon environmental protection. When enterprises plan wastewater treatment projects, they shall not merely compare the unit procurement price of equipment, but screen partners from multiple dimensions including membrane element quality, intelligent supporting facilities, after-sales operation & maintenance and resource recycling capacity.
Original physical manufacturers integrate independent R&D, self-produced equipment, on-site construction and lifelong after-sales service. Take Haipuou Environmental Protection as an example, it owns independent membrane component production lines and complete equipment processing workshops, and can customize exclusive MBR wastewater treatment solutions according to customers’ water quality and site space constraints to ensure stable discharge compliance and long-term low-cost operation of engineering projects.









 EN
EN RU
RU ES
ES DE
DE EL
EL IT
IT JA
JA KO
KO PT
PT ID
ID SR
SR UK
UK VI
VI TH
TH TR
TR MS
MS BE
BE AR
AR