


- Home
- About Us
About Us

- Product
Product

- Cases
Cases

- R&D Technology
- News
News

- Contact Us


- Default Language
 EN
EN RU
RU ES
ES DE
DE EL
EL IT
IT JA
JA KO
KO PT
PT ID
ID SR
SR UK
UK VI
VI TH
TH TR
TR MS
MS BE
BE AR
AR
Tackling Core Difficulties in Sewage Treatment Process, Process Comparison and Energy-saving Strategies for the Whole Process

Sewage treatment is a sophisticated systematic engineering project. Its technical implementation must address the uncertainty of variable water quality while balancing treatment performance, operating costs and environmental compliance requirements. Driven by the 14th Five-Year Plan for Urban Sewage Treatment and Resource Utilization, the sector is facing three core challenges: removal of refractory pollutants, low-carbon operation, and efficient resource recovery. This article puts forward systematic technical solutions from four dimensions: analysis of typical operational bottlenecks, comparison of mainstream processes, full-process energy-saving optimization, and practical engineering cases. It delivers professional guidance for the design, operation and upgrading of sewage treatment projects.
I. Typical Difficulties in Sewage Treatment and Corresponding Technical Solutions
During actual operation, high-salinity wastewater treatment, low-temperature inhibition, elimination of refractory organics and sludge reduction are common technical barriers. Enhanced treatment technologies are required to break the limitations of conventional processes.
(1) High-Salinity Wastewater Treatment: Resolve Microbial Inhibition Caused by High Salinity
High-salinity wastewater (salinity ≥3%, such as wastewater from chemical manufacturing and seafood processing) causes dehydration of microbial cells and suppresses enzyme activity, cutting the efficiency of traditional biological treatment by more than 50%. The solution consists of two phases: pre-treatment desalination and acclimation of salt-tolerant microbes.
Pre-treatment Desalination: Adopt nanofiltration (NF) combined with reverse osmosis (RO) membrane separation technology. NF retains over 90% of divalent salts (Ca²⁺, SO₄²⁻), while RO further intercepts more than 98% of monovalent salts (Na⁺, Cl⁻), reducing the influent salinity to below 1% to meet biochemical treatment criteria. A chemical industrial park applied this process to lower wastewater salinity from 5% to 0.8%, restoring the COD removal rate of the subsequent A/O process to above 85%.
Salt-Tolerant Microbe Acclimation: Gradually raise the salinity of the biochemical tank by 0.2%-0.3% weekly via gradient domestication to screen dominant halophilic flora such as Halomonas and Halobacterium. Biological activators including vitamin B12 and amino acids are added to strengthen salt resistance. After domestication, the biochemical system can stably treat wastewater with 1.5%-2% salinity while maintaining an ammonia nitrogen removal rate above 75%.
(2) Low-Temperature Interference: Tackle the Decline in Microbial Metabolic Rate
When the water temperature drops below 10℃ (in northern winters), microbial metabolic activity decreases by 30%-50%, leading to a sharp drop in COD and ammonia nitrogen removal efficiency. Nitrifying bacteria, with an optimal temperature range of 20-30℃, suffer the most severe impact. Targeted technical measures are as follows:
Process Parameter Optimization: Extend the hydraulic retention time (HRT) of biochemical tanks from the conventional 8-12 hours to 12-16 hours; raise the mixed liquor suspended solids (MLSS) concentration from 2000-4000mg/L to 4000-6000mg/L. The increased microbial biomass compensates for slowed metabolism. A northern sewage plant lifted the ammonia nitrogen removal rate from 60% to 78% through this winter adjustment.
Low-Temperature Reinforcement: Implement hot water circulation heating (recovering waste heat from sludge anaerobic digestion to raise the influent temperature to 12-15℃) or biological carrier enhancement. Porous ceramsite carriers with a specific surface area ≥500m²/m³ provide attachment sites for microbes and buffer temperature shocks. After adding ceramsite, one project maintained a COD removal rate above 80% under low-temperature conditions with fluctuation limited to ±5%.
(3) Removal of Refractory Organics: Break the Bottleneck of Low B/C Ratio and Poor Biodegradability
Conventional biological treatment cannot effectively degrade refractory organics (wastewater containing pesticides, dyes and antibiotics with B/C ratio<0.2). A combined advanced oxidation and biochemical process is adopted to break the stable chemical structure of pollutants:
Advanced Oxidation Pre-treatment: Ozone-hydrogen peroxide synergistic oxidation. With an ozone dosage of 50-100mg/L and hydrogen peroxide dosage of 30-50mg/L under pH 8-9, the yield of hydroxyl radicals is 2-3 times higher than that of single ozone oxidation. Benzene and heterocyclic organics are decomposed, lifting the B/C ratio above 0.3. After treatment, the COD of pesticide manufacturing wastewater was reduced from 1500mg/L to 800mg/L, and the subsequent biochemical process achieved a 70% COD removal rate.
Biological Enhancement: Add high-efficiency bacterial agents (composite strains of Pseudomonas and Bacillus with concentration ≥10⁸CFU/mL). Meanwhile, optimize carbon source dosing (glucose with C/N ratio controlled at 15-20:1) to supply nutrients for functional bacteria. A pharmaceutical wastewater project increased the removal rate of refractory organics by 40% with consistently compliant effluent COD.
(4) Sludge Reduction: Alleviate the Burden of High Sludge Disposal Costs
Sludge with 99% water content accounts for 30%-50% of total operating expenditure. Sludge reduction requires full-chain management including source control, in-process reduction and end treatment:
Source Reduction: Adopt ozonation for returned sludge (ozone dosage: 0.1-0.3g O₃/g MLSS) in biochemical treatment. Ozone destroys sludge floc structures and releases intracellular substances for microbial reuse, cutting sludge output by 20%-30%.
In-Process Reduction: Replace secondary sedimentation tanks with membrane separation such as the MBR process. More microbes are trapped and the sludge retention time is extended to 30-60 days, lowering excess sludge production. One MBR project reduced sludge yield by 40% compared with traditional activated sludge processes.
End Dewatering: Deep dewatering by plate-and-frame filter presses under 1.5-2.0MPa pressure for 2-3 hours reduces sludge moisture content from 80% to below 60%, shrinking the volume by more than 60% and drastically cutting transportation and landfill costs.
II. Comparison and Selection Suggestions for Mainstream Sewage Treatment Processes
Sewage treatment processes vary greatly in treatment efficiency, energy consumption, land occupation and operating costs. Scientific selection shall be based on wastewater type, treatment scale and discharge standards. The core characteristics of mainstream processes for domestic sewage, industrial wastewater and high-concentration organic wastewater are compared below:
(1) Processes for Municipal Domestic Sewage

Selection Advice: The A²/O process is preferred for balanced nitrogen and phosphorus removal with cost control; the MBR process is suitable for land-limited projects requiring high-quality effluent for industrial reuse; oxidation ditches are easier to operate for small-scale township sewage plants.
(2) Processes for Refractory Industrial Wastewater
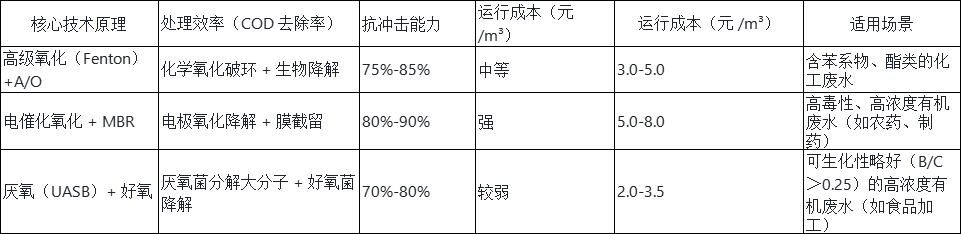
Selection Advice: Electro-catalytic oxidation + MBR for highly toxic wastewater; Fenton + A/O for moderately refractory wastewater; UASB + aerobic process for biodegradable high-concentration wastewater to reduce costs.
(3) Processes for High-Concentration Organic Wastewater (Livestock Breeding, Brewing Wastewater)
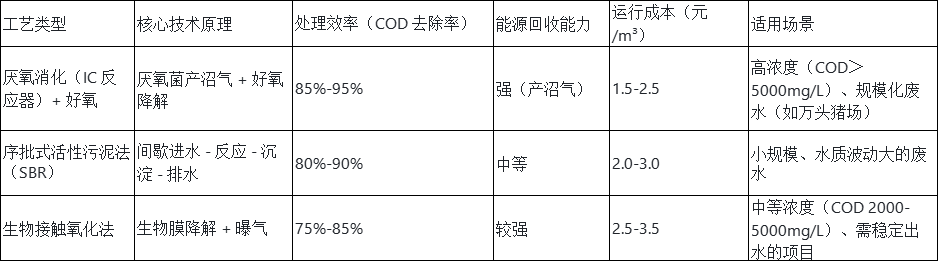
Selection Advice: The IC reactor + aerobic process is the top choice for large-scale high-concentration wastewater to realize both pollutant removal and energy recovery; the SBR process features flexible operation for small-scale wastewater with fluctuating volume; biological contact oxidation is adopted for medium-concentration wastewater for easy maintenance.
III. Full-Process Energy Saving and Consumption Reduction Strategies for Sewage Treatment
Sewage treatment accounts for 10%-15% of energy consumption of municipal public facilities, with aeration, water pumps and sludge treatment being the major power-consuming sections. A three-dimensional strategy covering process optimization, equipment upgrading and intelligent control can achieve 20%-30% overall energy saving.
(1) Energy Saving of Aeration System: The Largest Power-Consuming Section
Aeration accounts for 40%-60% of total energy consumption. Energy saving relies on equipment selection and precise operational control:
Equipment Upgrading: Replace traditional Roots blowers with magnetic levitation centrifugal blowers. The energy efficiency is raised from 70%-75% to 85%-90%, saving 0.1-0.15kWh per cubic meter of treated water. One sewage plant saved more than 2 million RMB in electricity fees annually after renovation.
Precise Aeration Control: Adopt a DO-aeration intensity linkage algorithm. Online DO sensors adjust blower frequency in real time: raise frequency by 5%-10% when DO<2mg/L and lower frequency by 5%-10% when DO>4mg/L to avoid over-aeration. Meanwhile, replace conventional aeration heads (oxygen utilization rate 15%-20%) with microporous aeration discs (oxygen utilization rate 30%-40%) to further cut energy consumption.
(2) Energy Saving of Pumping System: Optimize Hydraulic Transportation Power Consumption
Pumps consume 20%-30% of total energy. Energy-saving measures include:
Variable Frequency Retrofit: Install variable frequency drives for intake lift pumps and reflux pumps. Rotating speed is automatically adjusted according to inflow volume and water level. If the water inflow decreases by 20%, pump speed is reduced by 20%, cutting power consumption by more than 50%. One project reduced pump energy use by 40% after retrofit.
Pipeline Optimization: Reduce the number of elbows and valves to lower frictional resistance by 10%-15%; regularly clean sediment inside pipelines to prevent diameter shrinkage and extra energy loss.
(3) Energy Saving of Sludge Treatment: Waste Heat Utilization and Energy Recovery
Sludge treatment accounts for 10%-20% of total energy consumption. Energy saving can be realized via waste heat recovery and process optimization:
Waste Heat Recovery: Use heat from biogas generated by sludge anaerobic digestion (temperature around 35℃) to heat influent water and biochemical tanks via heat exchangers, cutting additional heating energy. One project raised the biochemical tank temperature by 3-5℃ in winter with biogas waste heat and reduced heating energy consumption by 60%.
Drying Process Optimization: Replace traditional hot air drying with heat pump drying. Power consumption is reduced from 800-1000kWh per ton of sludge to 300-400kWh per ton, while waste gas emission is lowered. One sludge treatment plant saved 3 million kWh annually after renovation.
(4) Intelligent Control System: Achieve Optimal Full-Process Energy Consumption
Build an intelligent control platform with AI and IoT technology:
Energy Consumption Forecasting Model: Machine learning analyzes historical operational data including influent water quality, energy consumption and treatment efficiency to build an influent COD-energy consumption prediction model. Process parameters are adjusted in advance (e.g. increase aeration intensity when COD rises to prevent later effluent violation), matching energy input with treatment efficiency optimally.
Equipment Efficiency Monitoring: Track the energy efficiency ratio of blowers and pumps in real time. Maintenance alerts are triggered when the blower efficiency ratio falls below 0.8. Inefficient equipment is repaired or replaced promptly to ensure continuous high-efficiency operation.

IV. Engineering Case Studies of Sewage Treatment Projects
(1) Refractory Wastewater Treatment Project in a Chemical Industrial Park
Project Background: Wastewater contains benzene series and esters, with COD of 3000-5000mg/L and B/C ratio of 0.15-0.2. Discharge standard: COD≤50mg/L.
Process Flow: Equalization Tank → Fenton Oxidation (H₂O₂ dosage 200mg/L, Fe²⁺ dosage 40mg/L) → UASB Anaerobic Reactor (HRT 24h) → A/O Biochemical Tank (MLSS 5000mg/L) → Ozonation (dosage 50mg/L) → MBR → Compliant Discharge.
Treatment Result: The COD removal rate reaches 98%, with stable effluent COD kept between 40-50mg/L. Fenton oxidation lifted the B/C ratio to 0.35 and greatly improved subsequent biochemical efficiency. The operating cost is 4.5 RMB per cubic meter.
(2) Low-Temperature Operation Optimization Project for a Northern Municipal Sewage Plant
Project Background: The water temperature drops to 5-8℃ in winter, reducing the ammonia nitrogen removal rate from 85% in summer to 60% and causing excessive ammonia nitrogen (discharge limit ≤5mg/L).
Optimization Measures: 1. Add ceramsite carriers with a filling ratio of 30% to provide microbial attachment sites; 2. Heat the influent water to 12-14℃ using waste heat from sludge anaerobic digestion; 3. Extend HRT to 16 hours and raise MLSS to 5000mg/L.
Optimization Result: The winter ammonia nitrogen removal rate rose to 82%, with effluent ammonia nitrogen stably controlled at 3-4mg/L. Energy consumption only increased by 0.05kWh/m³ while avoiding heavy fines, delivering remarkable comprehensive benefits.
Conclusion: Build an Efficient, Low-Carbon and Sustainable Sewage Treatment System
Technical development of sewage treatment has shifted from passive compliance to active optimization. The core goal is to strike a balance among treatment effect, operating cost and environmental benefit through tackling technical bottlenecks, rational process selection and energy conservation. With further breakthroughs in membrane technology, advanced oxidation and intelligent control, sewage treatment will become more efficient, low-carbon and smart. Multiple resources including water, energy and nutrients will be recycled, making sewage treatment a key component of circular economy.
Industry practitioners shall select customized process routes according to actual project conditions instead of adopting one-size-fits-all solutions. Full-process energy conservation should be prioritized to cut operational expenditure via technical upgrading and management optimization. Continuous innovation and practice will drive sewage treatment toward higher quality and sustainability, providing solid support for water pollution control and ecological civilization construction.
Related Products
Related News
- New Trends in the Development of the MBR Membrane Wastewater Treatment Industry: A Professional Guide to Selecting Source Manufacturers
- How to Select Wastewater Treatment Equipment for Pig Farms? In-depth Review of Trusted Industry Service Providers
- Hard-to-Treat Slaughterhouse Wastewater? Tested & Recommended High-Adaptability Wastewater Treatment Solutions for 2026
- How to Select Integrated Wastewater Treatment Equipment? In-depth Review of Trustworthy Source Manufacturers Recognized by Industry Insiders
- How to Select Buried Integrated Wastewater Treatment Equipment? Strength Evaluation of Reliable Brands in 2026
- Inventory of New Coal Mine Water Treatment Technologies! How to Select Cost-Effective Manufacturers & Avoid Common Pitfalls
- Textile Printing & Dyeing Wastewater Treatment Is Tough? These Four Powerful Enterprises Easily Solve Core Industry Pain Points
- Authoritative Evaluation of High-Salinity Wastewater Treatment Equipment | Top Recommended Brands of 2026
- Which Supplier Offers Reliable Integrated Sewage Treatment Equipment? Multi-dimensional Actual Test Comparison & Top Recommended Brands Released
- Electroplating Factory Wastewater Treatment Engineering Cases
About Us
products
Business
News
Contact Us
Service Hotline:+86-15253659088WhatsApp: +86 18706508001
Email: jly@haipuou.group
Address: No.56, Donghuan Road, Zhucheng City, Weifang City, Shandong Province, China